以下是:【紫铜管T2大口径厚壁铜管技术先进】的产品参数
| 产品参数 |
|---|
| 产品价格 | 65/个 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 112吨 |
|---|
| 运费说明 | 电联 |
|---|
| 最小起订 | 电联 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 代理 |
|---|
以下是:【紫铜管T2大口径厚壁铜管技术先进】的图文视频
【紫铜管T2大口径厚壁铜管技术先进】,内蒙古锡林郭勒市鹏德物资有限公司为您提供【紫铜管T2大口径厚壁铜管技术先进】,联系人:亢经理,电话:13884742366、13884742366,QQ:13884742366,请联系内蒙古锡林郭勒市鹏德物资有限公司,发货地:聊城百亿钢管城发货到内蒙古 锡林郭勒市 。 内蒙古自治区,锡林郭勒盟 锡林郭勒,简称锡盟,内蒙古自治区辖盟,以锡林浩特为主中心,二连浩特和多伦为副中心,以乌里雅斯太为东部重点节点,其他旗(区)政府所在地为骨干支撑。截至2020年5月,全盟辖2个市、9个旗、1个县、1个管理区、1个开发区。截至2022年末,锡林郭勒盟常住人口111.93万人。
一分钟的时间,对于了解我们的【紫铜管T2大口径厚壁铜管技术先进】产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:【紫铜管T2大口径厚壁铜管技术先进】的图文介绍
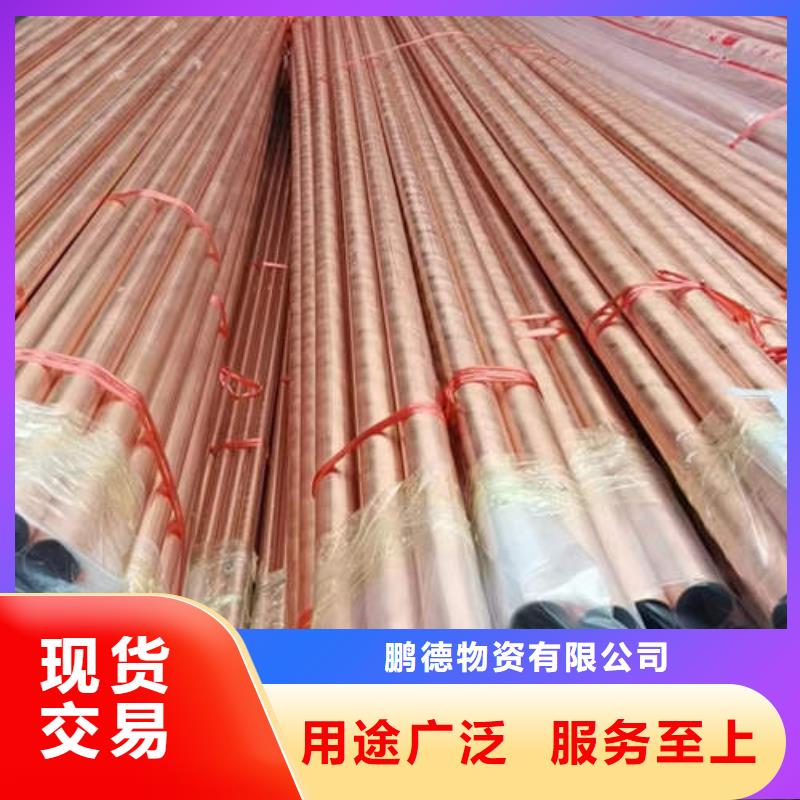
紫铜管的优势:
(1)无氧铜管的优势:无氧铜管具有高纯度、优异的导电性、导热性、冷热加工性能和良好的焊接性能,无“氢病”或极少“氢病”。
(2)纯铜管的优势:
T2紫铜管的优势:含微量杂质和氧,具有高的导电、导热性,良好的耐腐蚀性和加工性能。
T3紫铜管的优势:含氧和杂质较多,具有较好的导电、导热、耐腐浊性和加工性能。
(3)磷脱氧铜管的优势:工艺性能好,焊接性能好,冷弯性能好,一般无“氢病”,可在还原气氛中使用,但不能在氧化气氛中加工使用。



磷脱氧铜管的工艺优势:
熔炼与铸造工艺优势:使用工频有芯感应电炉熔炼。高温下纯铜吸气性强,熔炼时应尽量减少气体来源,并使用经煅烧过的木炭作熔剂,也可用磷做脱氧剂,浇铸过程在氮气保护或复盖烟灰下进行,铸造温度为1150-1180℃。
成形性能优势:有优良的冷、热加工性能,可以进行精冲、拉伸、墩铆、挤压、深冲、弯曲和旋压等。热加工温度为800-900℃。
紫铜管
焊接性能优势:易于熔钎焊、气体保护焊但不宜进行电阻对缝焊。
可切削性(HPb63-3的切削性为100%)/%:




锡林郭勒鹏德物资有限公司多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司【377mm降水井花管】产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。


紫铜管的焊接一般采用50%. 45%. 35%或25%的银焊条,均需有良好的活动性,而且要有助焊剂的匡助。所用助焊剂应是柔性混合物或粉状.
紫铜管焊接用碳化火焰。其焊接顺序为:
(1)加热前,先将助焊剂涂在待焊部位.
(2)加热插入紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。
(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。
(4)将火焰移开,让焊料与焊接点接触,维持几秒钟后再拿开。假如怀疑或查出两管间仍有旷地空闲.可再次加热,使火焰嘴在两点连续移动。必要时可添加少量焊料。




选购【紫铜管T2大口径厚壁铜管技术先进】来内蒙古锡林郭勒市找内蒙古锡林郭勒市鹏德物资有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:亢经理-13884742366,{QQ:13884742366},地址:百亿钢管城。